Steel is a widely used alloy consisting primarily of iron and carbon, along with other elements in varying proportions. It is renowned for its exceptional strength, durability, and versatility. The strength of steel comes from its atomic structure, which forms a crystalline lattice arrangement. This arrangement allows for the efficient transfer of mechanical forces throughout the material, which allows it to withstand heavy loads and resist deformation. There are many materials stronger than steel.
While steel has been a dominant material in many industries for centuries, recent advancements in material science have revealed a fascinating array of substances that exceed its strength. There are materials stronger than steel. These innovative materials offer an ideal shift in terms of their exceptional mechanical properties, lightweight nature, and unique structures.
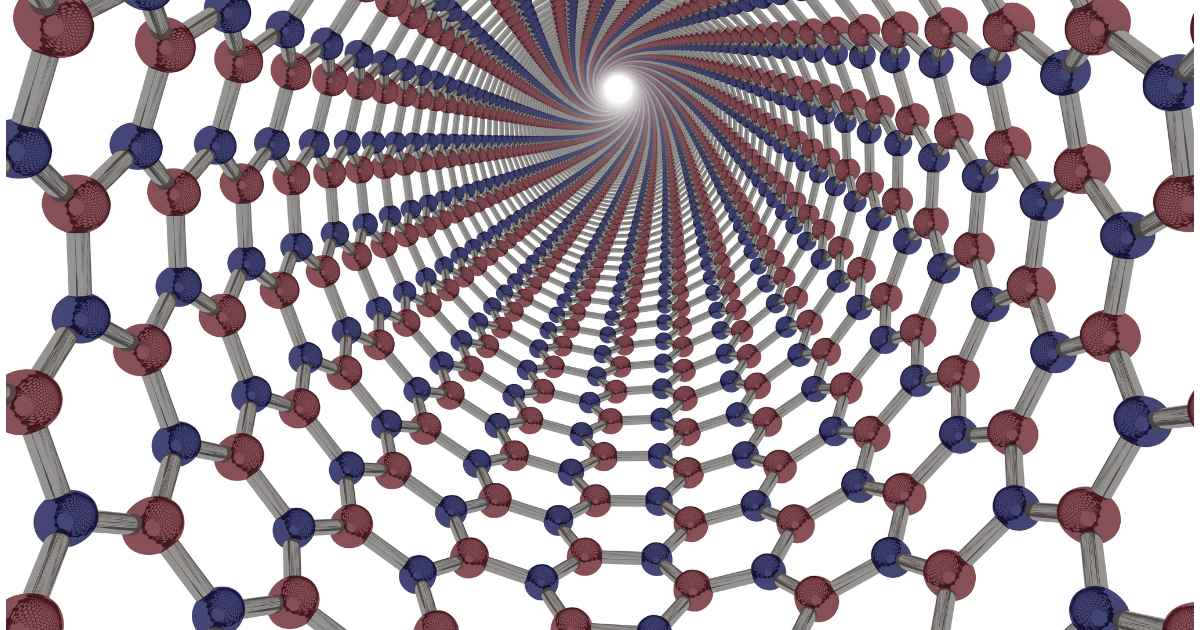
Carbon Nanotubes
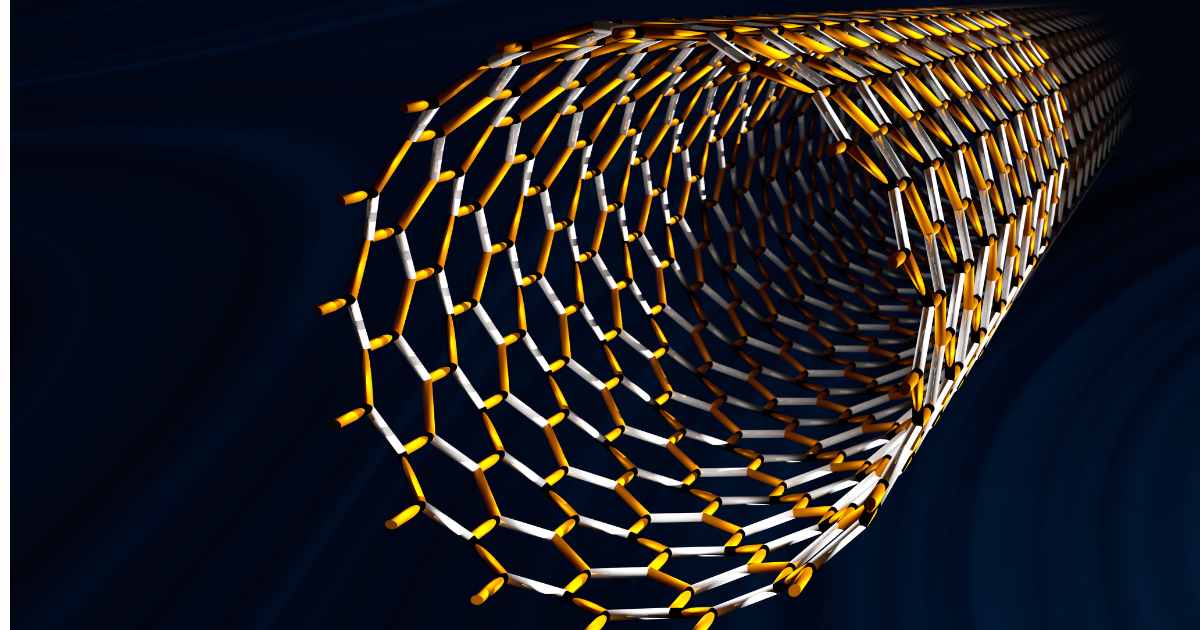
Carbon nanotubes (CNTs) are cylindrical structures made of carbon atoms. These are arranged in a hexagonal lattice pattern. It is one of the materials stronger than steel. CNTs exhibit remarkable structural properties due to their unique bonding and arrangement of carbon atoms, resulting in their exceptional strength.
Carbon nanotubes possess an extraordinary strength-to-weight ratio, far surpassing that of steel. Their atomic structure, characterized by strong covalent bonds between carbon atoms, allows them to withstand immense tensile forces.
Examples of Potential Applications of Carbon Nanotubes
Aerospace: Carbon nanotubes can construct lighter and more robust aircraft components, leading to increased fuel efficiency and improved performance.
Electronics: Carbon nanotubes can serve as high-performance conductive materials for advanced electronics, enabling faster and more efficient devices.
Energy Storage: Carbon nanotubes show promise in developing high-capacity batteries and supercapacitors, enhancing energy storage capabilities.
Composite Materials: Incorporating carbon nanotubes into composites can enhance their strength, stiffness, and electrical conductivity, finding applications in the automotive, sports equipment, and construction industries.
Medical Devices: Carbon nanotubes can be utilized in biomedical applications. Due to their biocompatibility and mechanical strength, it includes drug delivery systems, biosensors, and tissue engineering scaffolds.
Graphene
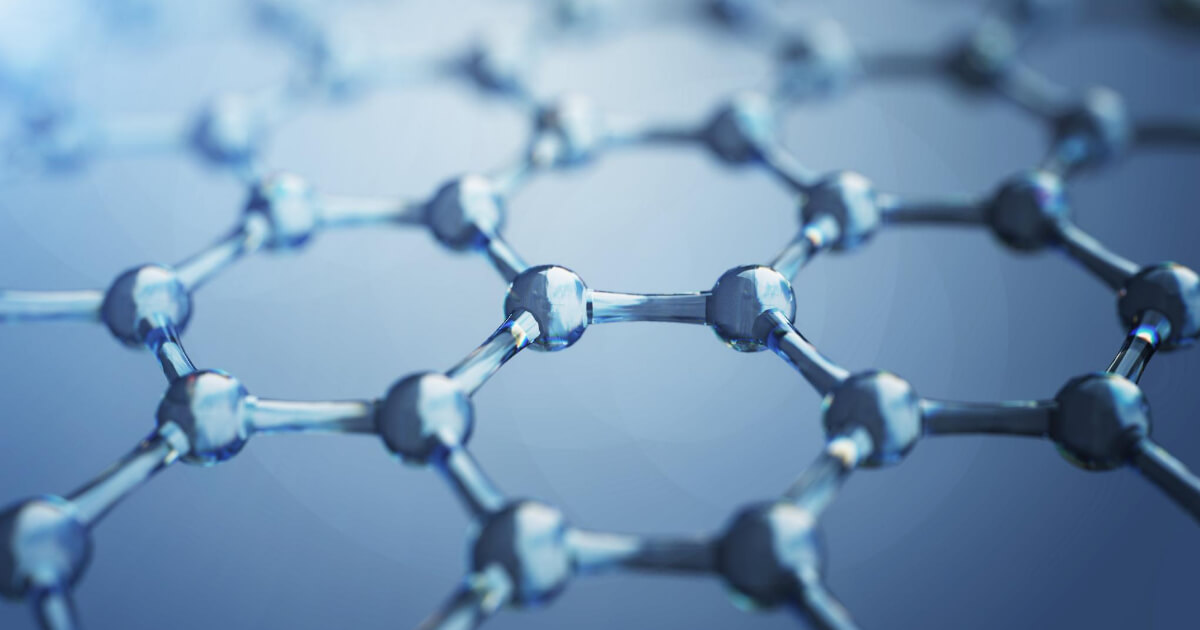
Graphene consists of a two-dimensional sheet of carbon atoms. This is arranged in a hexagonal lattice. It possesses exceptional electrical conductivity, thermal conductivity, and optical transparency.
Its strength originates from the strong covalent bonds between carbon atoms and the two-dimensional structure, allowing efficient load distribution. Graphene is also incredibly flexible and can be bent, twisted, or stretched without losing structural integrity. It is a material that is stronger than steel.
Examples of Potential Applications of Graphene
Electronics: Graphene’s excellent electrical conductivity makes it a promising material for developing ultra-fast transistors, flexible displays, and high-performance sensors.
Energy Storage: Graphene-based materials can enhance the performance of batteries and supercapacitors, enabling faster charging, higher energy density, and longer lifespans.
Composite Materials: Adding graphene to polymers, metals, or ceramics improves their mechanical strength, thermal conductivity, and electrical properties, leading to lighter and stronger materials.
Water Filtration: Graphene membranes can selectively filter out salts, pollutants, and other contaminants, offering potential applications in desalination and water purification.
Biomedical Devices: Graphene-based materials can be used for biosensing, drug delivery systems, and tissue engineering due to their biocompatibility, high surface area, and electrical properties.
Titanium Alloys

Titanium alloys are metallic materials composed primarily of titanium and other elements such as aluminum, vanadium, and nickel. Adding alloying elements enhances titanium alloys’ strength, corrosion, and heat resistance, making them suitable for demanding environments.
While steel is renowned for its high strength, titanium alloys offer a comparatively lighter power. This strength and low-density combination makes titanium alloys an attractive choice for applications where weight reduction is essential.
Examples of Industries and Applications where Titanium Alloys are Used
Aerospace and Aviation: Titanium alloys are utilized in aircraft structures, engine components, and landing gears due to their high strength, low weight, and fatigue resistance.
Medical Field: Titanium alloys are commonly used in orthopedic implants, dental implants, and surgical instruments due to their biocompatibility, low toxicity, and excellent corrosion resistance.
Chemical Processing: Titanium alloys are employed in equipment and vessels for chemical processing industries that require resistance to corrosive environments and high temperatures.
Sports and Recreation: Titanium alloys are utilized in bicycle frames, golf clubs, and other sporting equipment due to their high strength, low weight, and ability to absorb vibrations.
Marine Applications: Titanium alloys are used in marine environments due to their excellent resistance to seawater corrosion, making them suitable for components such as propellers, shafts, and valves.
Boron Nitride Nanotubes
Boron nitride nanotubes (BNNTs) consist of tubular structures composed of boron and nitrogen atoms. They exhibit excellent thermal and chemical stability, high electrical insulation, and low toxicity.
Boron nitride nanotubes are solid materials. BNNTs also exhibit outstanding thermal stability, capable of withstanding extremely high temperatures without significant degradation. They can maintain their structural integrity even at temperatures exceeding 900 degrees Celsius, making them suitable for high-temperature applications.
Examples of Potential Applications of Boron Nitride Nanotubes
Thermal Management: You can use BNNTs as fillers in composites to enhance their thermal conductivity, making them suitable for thermal management in electronics, heat sinks, and high-power devices.
Aerospace and Defense: BNNTs’ exceptional strength and thermal stability make them promising materials for lightweight structural components in aerospace and defense applications, such as aircraft parts, armor, and rocket nozzles.
Energy Storage: Researchers can utilize BNNTs in energy storage devices to enhance their performance by improving charge-discharge rates and increasing energy density.
Nanoelectronics: BNNTs have potential applications in nanoelectronics as insulating nanotubes, interconnects, and nanoscale electronic components due to their excellent electrical insulation properties.
Biomedical Engineering: BNNTs exhibit biocompatibility and low toxicity, making them suitable for various biomedical applications, including drug delivery systems, bioimaging, and tissue engineering scaffolds.
Aluminum Alloys

Aluminum alloys consist primarily of aluminum and other elements, forming metallic alloys. You can tailor the composition and heat treatment processes to specific requirements.
Aluminum alloys can achieve strength levels comparable to specific steel grades while weighing only one-third of steel. This exceptional strength-to-weight ratio makes aluminum alloys highly desirable for applications that require lightweight materials without compromising structural integrity.
Examples of Industries and Applications of Aluminum Alloys
Automotive: Manufacturers use aluminum alloys in vehicle structures, body panels, and engine components to reduce weight, improve fuel efficiency, and enhance performance.
Aerospace: Aluminum alloys play a major role in the aerospace industry for manufacturing aircraft structures, wings, fuselages, and engine components, where weight reduction is necessary for fuel economy.
Construction: The construction industry utilizes aluminum alloys in building structures, windows, doors, and façades due to their lightweight nature, corrosion resistance, and ease of fabrication.
Packaging: Manufacturers commonly use aluminum alloys to produce beverage cans, food containers, and packaging materials due to their lightweight, recyclability, and barrier properties.
Electrical Industry: Industries employ aluminum alloys in electrical conductors, cables, and power transmission lines due to their high conductivity and low weight.
Spider Silk
Spiders produce spider silk, a remarkable biomaterial. It earns its reputation as a protein-based fiber known for its exceptional strength and unique properties. Spider silk is lightweight, biodegradable, and uniquely combines strength, elasticity, and toughness.
Spider silk also exhibits impressive elasticity, stretching seriously without breaking. This remarkable combination of strength and elasticity makes spider silk highly desirable for many different applications.
Examples of Potential Applications of Spider Silk
Textiles: Spider silk’s strength and flexibility make it an ideal candidate for producing high-performance materials, including lightweight and durable clothing, sportswear, and protective gear.
Biomedical Engineering: Spider silk’s biocompatibility and mechanical properties make it a promising material for medical applications such as sutures, tissue engineering scaffolds, and drug delivery systems.
Bulletproof Vests: Researchers could utilize spider silk’s exceptional strength and lightweight nature to develop advanced bulletproof vests and body armor.
Biodegradable Packaging: Spider silk’s biodegradability makes it an environmentally friendly option for producing biodegradable packaging materials, reducing the environmental impact of traditional plastics.
Robotics and Materials Science: Spider silk’s strength, elasticity, and lightweight inspire researchers to develop artificial spider silk-like materials.
Synthetic Diamond

Researchers produce synthetic diamonds, an artificial form, through various processes such as high-pressure, high-temperature (HPHT), or chemical vapor deposition (CVD). It possesses the same chemical composition and crystal structure as a natural diamond, resulting in exceptional strength characteristics.
Synthetic diamond has gained renown for its incredible hardness, making it one of the most complex materials known to humankind. It surpasses the strength of steel by a significant margin. Synthetic diamond is nearly 60 times stronger than steel in tensile strength.
Examples of Potential Applications of Synthetic Diamond
Cutting and Machining Tools: Synthetic diamond is widely used in producing cutting and machining tools, such as saw blades, drill bits, and grinding wheels. Its exceptional hardness allows precise cutting and shaping of hard materials like stone, metals, and composites.
Industrial Abrasives: Synthetic diamond is employed as an abrasive material in various industrial processes. Its hardness and durability make it suitable for grinding, polishing, and honing hard surfaces. Industries in the automotive, aerospace, and optics industries can use this.
Electronics and Semiconductors: Synthetic diamond’s excellent thermal conductivity and electrical insulating properties make it valuable in high-performance electronics and semiconductors. It can be used in heat sinks, power electronic devices, and high-frequency applications.
Medical and Scientific Instruments: Synthetic diamond coatings find applications in medical and scientific instruments that require durability, biocompatibility, and high wear resistance. Examples include surgical tools, X-ray windows, and scanning probe microscopy tips.
High-Pressure Research: Synthetic diamond anvils are used in high-pressure research experiments to generate extreme pressures and study the behavior of materials under such conditions. This has implications for materials science, geology, and physics research.
Bioinspired Materials
Bioinspired materials draw inspiration from natural systems, such as the structures and properties found in living organisms. Biological structures have evolved for centuries to achieve exceptional strength, adaptability, and resilience.
Examples of Potential Applications of Bioinspired Materials
Protective Gear and Armor: Researchers can utilize bioinspired materials’ exceptional strength and impact resistance. This is to develop lightweight and durable protective gear.
Infrastructure and Construction: Bioinspired materials can enhance construction materials’ strength, durability, and resilience. It improves the integrity and longevity of buildings, bridges, and other infrastructure.
Energy Absorption and Impact Mitigation: Bioinspired materials can design shock-absorbing materials and structures for vehicle safety systems. It includes crash barriers and protective packaging applications.
Biomedical Implants: Researchers can utilize bioinspired materials to develop biocompatible and mechanically robust implants, providing long-lasting and practical solutions.
Aerospace and Aviation: Bioinspired materials can contribute to developing lightweight yet solid materials for aircraft components. It reduces weight and improves fuel efficiency.
Emphasizing the Potential for Materials
Materials stronger than steel have the potential to transform many industries. Their exceptional strength, lightweight nature, and unique properties open possibilities for innovative designs and improved performance.
Material science, stronger than steel, continues to push the boundaries of what is possible. We can expect further strength, durability, and performance advancements. We will explore and harness the potential of materials more robust than steel. Ongoing research and development efforts will lead to discovering new materials and optimizing existing ones. Integrating these materials into various applications will pave the way for groundbreaking innovations and shape the future of industries worldwide.
Our Locations
Get a Quote Now